




The past few years have seen a real quantum leap for MIG welding technology. Fundamental improvements were made to power sources and welding processes, with completely new standards being reached in some areas. This innovative advance has been triggered on the one hand by new materials and applications, and on the other by the increased use of technically mature microelectronics and digital technology. A good grounding in the basics is extremely helpful when trying to understand the already heavily publicised new technologies. Let us now therefore throw some light on the general aspects of MIG welding.

Tom doing a weld test with a MIG Welder
In MIG welding, the consumable metal electrode is both filler material and arc carrier. The “endless” filler wire is fed via two or four drive rollers into the welding torch, where the current is transferred at the so-called contact tube. The free wire end is concentrically surrounded by a gas nozzle. The shielding gas that flows out prevents chemical reactions between the hot workpiece surface and the surrounding air. This maintains the strength and durability of the weld metal. Inert and active gases can be used as shielding gases. This is why we refer to metal inert gas (MIG) welding and metal active gas (MAG) welding.
In addition to the arc behaviour and deposition rate, the shielding gas is also partly responsible for the material transfer and shape of the weld seam. The inert gases mostly used are argon and helium, plus their compounds. The term “inert” comes from the Greek, meaning “inactive”. Inert gases are suited to practically all metals, and especially aluminum and copper, but not steel. Active gases are mainly argon-based inert gas compounds, yet also contain some oxygen or carbon dioxide, and are comparatively reactive. Active gases are suited to stainless, high-alloy steels, as well as to unalloyed and low-alloy steels. With some limitations, even carbon dioxide on its own is suited to unalloyed or low-alloy steels as an active gas.
Flux cored wires can also be used as an alternative to the shielding gases, with their casing that evaporates in the arc, thereby creating a shielding gas environment. Flux cored wires also ensure reliable gas shielding where there are draughts.
Application and advantages
If it can be said that to begin with, the MIG process proved itself highly useful for rationalised welding of unalloyed and low-alloy structural steels, today it can be best put to use for aluminum alloys and high-quality structural steels, thanks to the pulsed arc technique. Characteristic of the pulsed arc technique is the controlled material transfer. In the ground current phase, the energy supply is reduced to such an extent that the arc is still only just stable and the surface of the workpiece is preheated. The main current phase uses a precise current pulse for targeted droplet detachment. An unwanted short circuit with simultaneous droplet explosion is ruled out, as is uncontrolled welding spatter.
Regardless of the type of arc, MIG displays significant advantages over other welding processes. These include good deposition rate, deeper fusion penetration, simple handling and total mechanisation, in addition to high productivity.
Summary
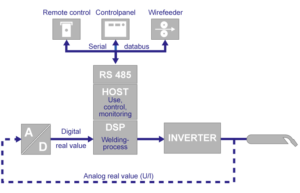
The increasing use of microelectronics and digital technology has brought the MIG welding process further forward in recent years. The results are even lighter power sources, faster controlled movements and improvements in the ignition process. However the MIG process is constituted, there are barely any technical restraints on its application, or on its visual and metallurgical quality.

